
1. 大型CCPP發電(diàn)機煤壓機密封件特性
邯鋼150MWCCPP發電(diàn)煤氣壓縮機機組為(wèi)燃氣輪機提供燃料,屬于CCPP裝(zhuāng)置中(zhōng)非常重要的機組,機組型号為(wèi)MCL1805+MCL1406。在世界範圍内屬于非常大的離心機。通過對介質(zhì)組份(主燃料和值班燃料)、溫度範圍、顆粒物(wù)及GE Nuovo Pignone和現場實物(wù)進行分(fēn)析,GE機組原密封形式為(wèi):可(kě)磨耗封嚴塗層密封,密封基體(tǐ)為(wèi)鋼,塗層為(wèi)鋁矽-聚苯酯(AlSi-polyester)。小(xiǎo)間隙是可(kě)磨耗封嚴塗層密封的最大特點,不僅能(néng)提升機組的運行效率,降低整個裝(zhuāng)置的能(néng)耗水平、氣體(tǐ)溫度,而且可(kě)以延長(cháng)設備工(gōng)作(zuò)壽命。據有(yǒu)關資料顯示,美國(guó)GE公(gōng)司通過間隙控制來提高燃氣渦輪發動機性能(néng),平均每個密封部位降低熱耗0.2%~0.6%,功率輸出提高0.3%~1%。這種密封技(jì )術首先從燃氣輪機壓氣機葉頂和機匣配合處逐步發展到透平機械轉定子之間密封塗層。
可(kě)磨耗封嚴塗層一般是由一定比例的金屬相、具(jù)有(yǒu)潤滑作(zuò)用(yòng)的非金屬相及較多(duō)的空隙組成,采用(yòng)熱噴塗技(jì )術在密封表面噴塗鋁矽-聚苯酯塗層,與葉輪口圈、級間密封形成一組可(kě)磨耗的密封層。
2. 進口機組密封部件的國(guó)産(chǎn)化改造
通過對進口機組密封技(jì )術研究,對目前較完善的幾種密封技(jì )術使用(yòng)環境及技(jì )術工(gōng)藝進行分(fēn)析,結合國(guó)内專業廠商(shāng)進行技(jì )術攻關,最終确定采用(yòng)等離子熱噴塗技(jì )術的修複方案,在機組原有(yǒu)密封體(tǐ)上噴塗适用(yòng)工(gōng)作(zuò)環境的專有(yǒu)的塗層材料,然後精(jīng)加工(gōng)達到機組密封技(jì )術參數要求,完成對密封件的修複工(gōng)作(zuò),實現了該部件的國(guó)産(chǎn)化改造(圖1)。

熱噴塗技(jì )術比較成熟,該技(jì )術應用(yòng)在機組密封部件中(zhōng)關鍵是塗層材料的選擇及施工(gōng)工(gōng)藝參數的确定等。此方案的修複施工(gōng)工(gōng)期較短,工(gōng)期為(wèi)15 d,能(néng)夠滿足機組檢修總工(gōng)期需求。
目前國(guó)内外已有(yǒu)幾十種可(kě)用(yòng)于不同工(gōng)況的可(kě)磨耗封嚴塗層粉末。根據機組運行實際參數,确定使用(yòng)鋁矽-聚苯脂塗層 (AlSi-ployester),此工(gōng)藝是雙層結構,粘結層Metco 450NS鎳鋁粉(Ni5Al) 層厚0.1~0.15 mm;封嚴塗層Metco601NS鋁矽聚苯酯 (AlSi-ployester) 層厚1~2 mm。
塗層抗拉結合強度是指塗層與基體(tǐ)之間單位面積從基體(tǐ)材料上剝落所需要的力,是檢測塗層性能(néng)重要的指标。鋁矽-聚苯酯塗層具(jù)有(yǒu)良好的耐腐蝕性、抗沖刷性、自潤滑性等特點,其硬度為(wèi)40~60,使用(yòng)溫度可(kě)達325 ℃,已被廣泛用(yòng)于航空航天發動機。因此,一般采用(yòng)航标HB7236—95熱噴塗結合強度實驗方法(杯突試驗)測試鋁矽-聚苯酯塗層的結合強度。
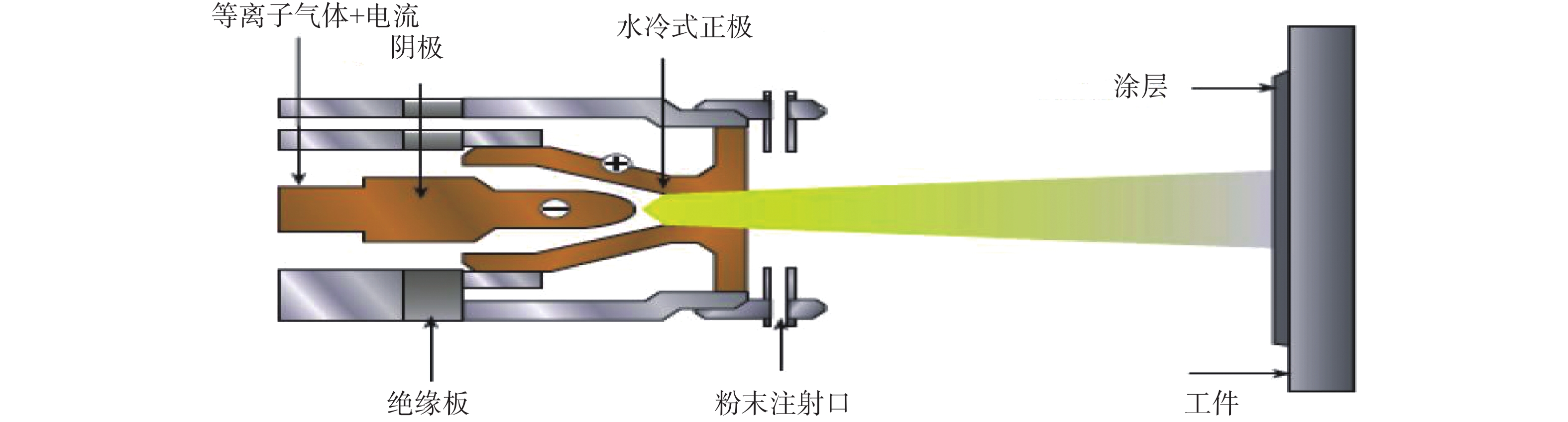
熱噴塗技(jì )術因操作(zuò)簡單、速度快、效率高,已成為(wèi)可(kě)磨耗封嚴塗層重要的制備方法之一,其中(zhōng)常用(yòng)的封嚴塗層的熱噴塗技(jì )術有(yǒu):火焰噴塗(Combustion Flame Spraying)、爆炸噴塗(Detonation)、等離子噴塗(Plasma Spraying)和超音速火焰噴塗(High-Velocity Oxygen Fuel)等。根據各種熱噴塗技(jì )術的特點,結合此次密封結構形式需求,選擇等離子噴塗工(gōng)藝技(jì )術(Ar和H2混合氣)。等離子噴塗技(jì )術是利用(yòng)等離子焰流作(zuò)為(wèi)熱源,将待噴塗的材料加熱至熔融狀态,并在高速等離子焰流的推動下,高速撞擊到工(gōng)件表面上,經淬冷後形成塗層,具(jù)有(yǒu)工(gōng)藝效率高、塗層質(zhì)量好的特點,原理(lǐ)示意圖見圖2。
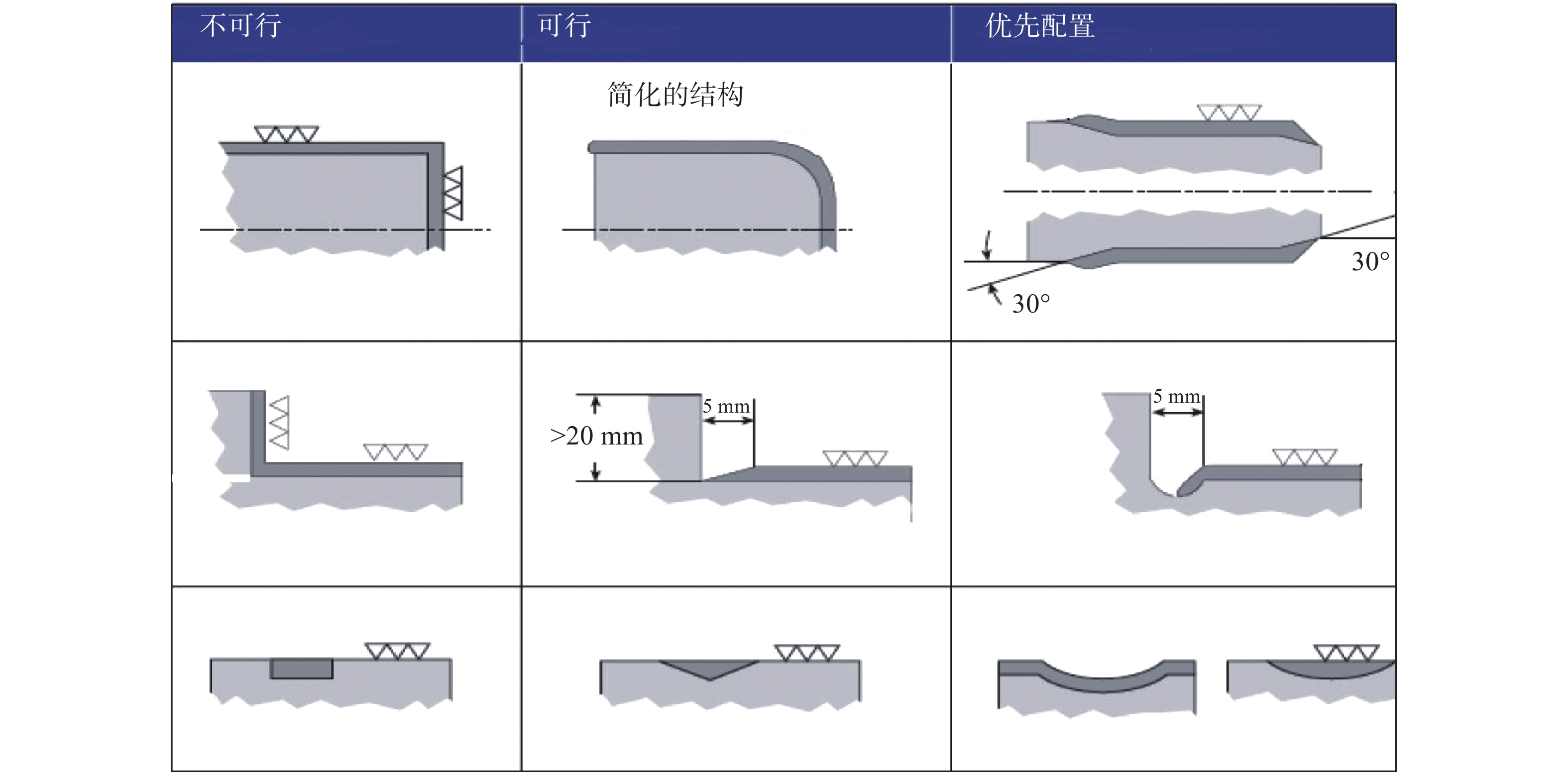
等離子噴塗工(gōng)藝對噴塗結合面的設計有(yǒu)嚴格要求,要根據密封件配合情況設計合理(lǐ)的結合面,結合面設計要求見圖3。同時要注意噴塗時應選擇法相方向噴塗,避免噴塗方向與結合面平行。
目視檢查零件表面應無碰傷、劃痕,并做好相應的記錄。檢查零件噴塗部位的尺寸應與圖紙及工(gōng)藝要求相符。
用(yòng)毛刷蘸石油醚對零件進行刷洗,徹底除去零件表面上的油污及其他(tā)雜物(wù)。零件除油後自然晾幹或用(yòng)幹淨的壓縮空氣吹幹。
根據零件圖紙的要求,用(yòng)壓敏膠帶保護好零件的非噴砂表面,或用(yòng)專用(yòng)噴砂夾具(jù)進行保護,要确保非噴砂表面不受損傷。膠帶或夾具(jù)不得遮蔽噴砂面。
使用(yòng)相同的噴砂機和相同的參數對零件和試樣進行噴砂,噴砂機噴砂參數見表1。
噴砂後零件保存注意事項:
(1)噴砂後的零件表面應是均勻無金屬光澤的粗糙表面,不允許有(yǒu)漏吹或過吹現象,不允許有(yǒu)油污、水痕和其它附着物(wù)。用(yòng)經過油水分(fēn)離器的、潔淨的壓縮空氣吹去噴砂後合格零件表面的浮塵。
(2)嚴禁赤手接觸噴砂後的表面,噴砂後的零件應保持良好的清潔狀态,避免噴砂表面污染(如手印、各種沾染凝聚物(wù)等)。
(3)噴砂後的零件要求在2 h内進行噴塗。噴砂後的零件經檢驗合格後方可(kě)進行下一道工(gōng)序。如不合格,重新(xīn)噴砂。
采用(yòng)專用(yòng)夾具(jù)、高溫壓敏膠帶或其它耐熱遮蔽物(wù),對易受噴塗侵害的非噴塗表面進行保護。保護物(wù)在噴塗過程中(zhōng)不允許對噴塗面有(yǒu)遮擋。
将零件固定在工(gōng)作(zuò)台方便操作(zuò)的位置上。将零件固定牢固,防止在噴塗過程中(zhōng)零件從工(gōng)作(zuò)台上掉落。采用(yòng)Metco9M等離子噴塗設備對噴塗區(qū)域進行噴塗NiAl底層和噴塗Metco601NS面層。
噴塗過程中(zhōng)應注意:(1)噴塗應連續進行,但在測量塗層厚度和降低零件溫度時,允許中(zhōng)斷噴塗,每次中(zhōng)斷時間不能(néng)超過2 h,中(zhōng)斷時可(kě)以采用(yòng)強制風冷冷卻零件,注意冷卻時不能(néng)污染塗層。(2)為(wèi)了防止零件和塗層過熱,在噴塗過程中(zhōng)應使用(yòng)幹淨的壓縮空氣冷卻零件,零件的溫度不應超過200 ℃。(3)用(yòng)清潔、幹燥的壓縮空氣将零件表面的浮塵清除,檢查壓敏膠帶或夾具(jù)對零件非噴塗表面的保護,注意觀察保護物(wù)在噴塗過程中(zhōng)不允許對噴塗面有(yǒu)遮擋。(4)噴塗過程中(zhōng)檢查塗層厚度和外觀,保證塗層質(zhì)量。
噴塗完畢,拆除噴塗保護夾具(jù)或保護膠帶,用(yòng)锉刀(dāo)、毛刷等工(gōng)具(jù)清除零件非噴塗表面所有(yǒu)的附着物(wù)及塗層的“飛邊”。修整塗層“飛邊”時應朝基體(tǐ)方向小(xiǎo)心打磨,然後将零件放回箱中(zhōng),等待檢驗。
塗層檢查包括:(1)外觀檢查:表面平整、均勻、無裂紋或翹起、無剝落、鼓泡、碰劃傷等缺陷;塗層顔色一緻,無過熱變色現象。(2)塗層厚度應合格,非噴塗表面不得污染。檢驗合格後,将零件裝(zhuāng)入零件箱,填寫流水作(zuò)業卡片,做好工(gōng)作(zuò)記錄。
(1)通過技(jì )術攻關,進口機組密封部件實現國(guó)産(chǎn)化替代,不僅檢修工(gōng)期短,而且節省了采購(gòu)費用(yòng),為(wèi)邯鋼創造了較大的經濟效益。
(2)可(kě)磨耗封嚴塗層材料的選擇,根據工(gōng)藝需求,确定封嚴塗層及粘結層的材料種類及塗層厚度及後續熱處理(lǐ)工(gōng)藝等。
(3)可(kě)磨耗封嚴塗層噴塗技(jì )術及噴塗工(gōng)藝參數的确定。等離子噴塗技(jì )術工(gōng)藝參數,如電(diàn)流、噴塗距離、噴塗速度、噴塗程序和噴塗後的消應力溫度曲線(xiàn)等,直接影響塗層的使用(yòng)性能(néng)。
參考文(wén)獻
[1]張俊紅, 魯鑫, 何振鵬. 航空發動機可(kě)磨耗封嚴塗層技(jì )術研究及性能(néng)評價. 材料工(gōng)程, 2016,44(4):94doi: 10.11868/j.issn.1001-4381.2016.04.016
[2]李長(cháng)久. 熱噴塗技(jì )術應用(yòng)及研究進展與挑戰. 熱噴塗技(jì )術, 2018,10(4):1doi: 10.3969/j.issn.1674-7127.2018.04.001
[3]Cao Y X, Liu W, Du L Z. Preparation and property of Al/hBN plasma sprayed abradable sealing coating. Rare Met Mater Eng,2012,41(s2):813
[4]劉剛鋒. 封嚴塗層在CCPP煤氣壓縮級間密封中(zhōng)的應用(yòng). 冶金能(néng)源, 2017,36(5):17doi: 10.3969/j.issn.1001-1617.2017.05.005
文(wén)章來源——金屬世界
2.1 可(kě)磨耗封嚴塗層材料
2.2 熱噴塗技(jì )術
3. 可(kě)磨耗封嚴塗層密封實施
3.1 來件檢查
3.2 除油
3.3 噴砂前保護
3.4 噴砂

3.5 噴塗前保護
3.6 噴塗零件
3.7 清理(lǐ)
3.8 檢驗
4. 結束語



