
摘 要:某Zr-1锆錠在進行無損檢測時發現内部存在缺陷。采用(yòng)宏觀觀察、化學(xué)成分(fēn)分(fēn)析、金 相檢驗、硬度測試、掃描電(diàn)鏡及能(néng)譜分(fēn)析等方法,對該缺陷的形成原因進行了分(fēn)析。結果表明:锆錠 缺陷的形成原因是熔煉時使用(yòng)的電(diàn)極被污染,引入了外來夾雜物(wù),導緻銅元素被引入Zr-1锆錠,未 熔化的氧化銅顆粒和熔化的銅形成了锆銅合金,在Zr-1锆錠中(zhōng)形成了硬脆相夾雜物(wù)。
關鍵詞:Zr-1锆錠;缺陷;夾雜物(wù);锆銅合金
中(zhōng)圖分(fēn)類号:TB31 文(wén)獻标志(zhì)碼:B 文(wén)章編号:1001-4012(2023)03-0028-03
锆合金材料具(jù)有(yǒu)優良的吸收中(zhōng)子能(néng)力、良好的 加工(gōng)性能(néng)和耐腐蝕性能(néng),被廣泛應用(yòng)于核電(diàn)、石化、 冶金等行業[1-3]。锆合金材料鑄錠(锆錠)的質(zhì)量直 接影響管材、棒材、闆材及其最終産(chǎn)品的質(zhì)量、性能(néng) 穩定性以及生産(chǎn)成本等,因此必須嚴格控制锆錠的 質(zhì)量。Zr-1锆錠的制備過程為(wèi):選擇工(gōng)業海綿锆 添加元素混料布料電(diàn)極的等離子焊接真空自 耗電(diàn)弧熔煉(電(diàn)磁攪拌)。某Zr-1锆錠在進行無損 檢測時發現内部存在缺陷,筆(bǐ)者對該锆錠進行一系 列理(lǐ)化檢驗,查明了缺陷産(chǎn)生的原因,并提出了相關 建議,以避免該類問題再次發生。
1 理(lǐ)化檢驗
1.1 宏觀觀察
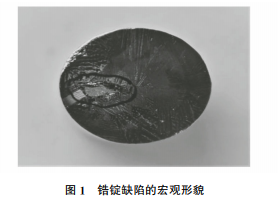
锆錠缺陷的宏觀形貌如圖1所示,可(kě)見缺陷與 基體(tǐ)之間有(yǒu)清晰的界面,缺陷呈灰白色。
1.2 化學(xué)成分(fēn)分(fēn)析
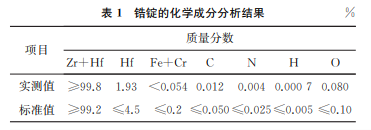
锆錠的化學(xué)成分(fēn)分(fēn)析結果如表1所示,可(kě)知該 锆錠的化學(xué)成分(fēn)滿足 GB/T26314—2010《锆及锆合金牌号和化學(xué)成分(fēn)》對Zr-1锆錠的要求。
1.3 金相檢驗
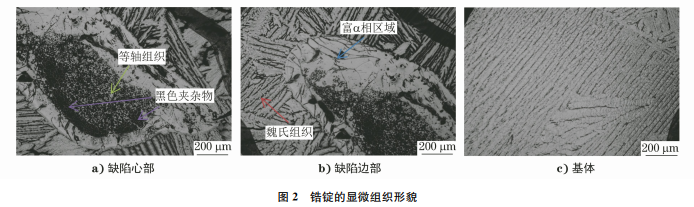
锆錠的顯微組織形貌如圖2所示。由圖2可(kě) 知:锆錠的缺陷與基體(tǐ)之間有(yǒu)明顯的界線(xiàn),缺陷的心 部組織為(wèi)等軸組織,且存在黑色夾雜物(wù);缺陷邊部為(wèi) 白色粗大的富α相區(qū)域;基體(tǐ)組織為(wèi)粗大片狀的魏 氏組織。
1.4 硬度測試
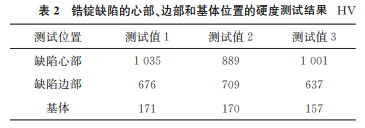
在锆錠缺陷的心部、邊部和基體(tǐ)位置取樣進行 硬度測試,結果如表2所示,可(kě)見锆錠缺陷的硬度遠(yuǎn) 大于基體(tǐ)的硬度,說明缺陷為(wèi)硬脆物(wù)。
1.5 掃描電(diàn)鏡(SEM)及能(néng)譜分(fēn)析
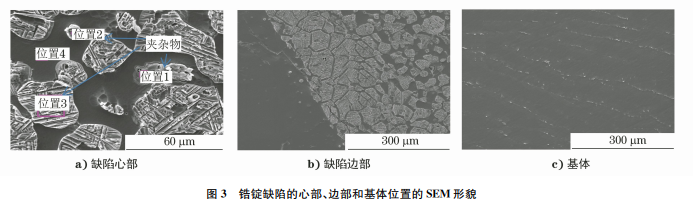
在锆錠缺陷的心部、邊部和基體(tǐ)位置取樣進行 SEM 分(fēn)析,結果如圖3所示。由圖3可(kě)知:缺陷心 部組織細小(xiǎo)緻密,缺陷心部的位置1~3處為(wèi)夾雜 物(wù),位置4處為(wèi)等軸組織;缺陷邊部為(wèi)富α相區(qū)域, 比基體(tǐ)亮度大;基體(tǐ)為(wèi)粗大的片狀組織。
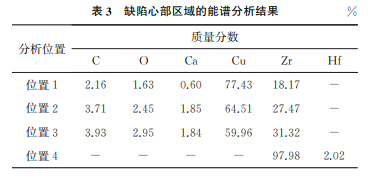
對缺陷心部區(qū)域(位置1~4)進行能(néng)譜分(fēn)析,結 果如表3所示。由表3可(kě)知:該缺陷夾雜物(wù)分(fēn)為(wèi)兩 類,一類是以銅元素為(wèi)主體(tǐ)元素的含氧化合物(wù),很(hěn)可(kě) 能(néng)為(wèi)氧化銅;另一類為(wèi)锆銅合金。
2 綜合分(fēn)析
由上述理(lǐ)化檢驗結果可(kě)知:锆錠缺陷和基體(tǐ)之 間有(yǒu)明顯的界線(xiàn),硬度較大,說明锆錠缺陷為(wèi)硬脆相 夾雜物(wù)。缺陷的邊部組織為(wèi)粗大的富α相,硬度約 為(wèi)700HV,邊部組織區(qū)域的特征符合富α相硬偏 析的特征,且存在碳、氮、氧等元素富集的情況。碳、 氮、氧等元素的富集會使α相的相變溫度與硬度顯 著升高,導緻基體(tǐ)已經由α相轉變為(wèi)β相後,該區(qū)域還未發生相變,仍然保持α相,造成該區(qū)域α相富 集,這就是間隙元素偏析。因此,缺陷的邊部組織區(qū) 域為(wèi)間隙元素偏析區(qū)域[4]。
缺陷的心部硬度約為(wèi)880~1000HV,說明缺 陷心部為(wèi)硬脆相夾雜物(wù),夾雜物(wù)分(fēn)為(wèi)兩類,一類為(wèi)間 隙元素與銅形成的硬夾雜物(wù)氧化銅,另一類夾雜物(wù) 為(wèi)锆銅合金。缺陷與基體(tǐ)之間存在明顯界線(xiàn),可(kě)以 排除冒口未清除幹淨而引入缺陷的可(kě)能(néng),因此該間 隙元素偏析的形成原因有(yǒu):熔煉前或熔煉過程中(zhōng)有(yǒu) 雜質(zhì)掉入熔池,或是制作(zuò)自耗電(diàn)極過程中(zhōng)帶入。這 兩種情況都會産(chǎn)生富α相過渡組織,顯微組織中(zhōng)都 會顯示出明顯的過渡區(qū)域。
這類間隙元素偏析是由碳、氮、氧等α相穩定元 素局部富集,且與锆元素形成氮化物(wù)、氧化物(wù)而引起 的。這類化合物(wù)的特征是硬而脆,會嚴重損害材料 的疲勞強度和塑性。碳、氮、氧元素的主要來源是海 綿锆及掉入的廢料,或者是在制作(zuò)自耗電(diàn)極過程中(zhōng) 焊接帶入。缺陷的形成原因為(wèi):熔煉前或熔煉過程 中(zhōng)銅或氧化銅的引入形成了間隙元素偏析缺陷。
锆錠基體(tǐ)中(zhōng)不含銅元素,銅的熔點遠(yuǎn)低于锆的 熔點,如果海綿锆中(zhōng)含有(yǒu)銅元素,在熔煉過程中(zhōng),銅 元素會揮發,不會殘留在锆錠中(zhōng),說明海綿锆中(zhōng)不含 銅或氧化銅;熔煉時使用(yòng)的銅坩埚完好無損,這就排除了坩埚引入銅的可(kě)能(néng)性,因此說明缺陷中(zhōng)的銅元 素是異常引入的。通過生産(chǎn)方了解到,在該锆錠熔 煉前,剛剛熔煉完Zr-4锆錠(含有(yǒu)Cu元素),電(diàn)極上 殘留着未熔化的銅顆粒,引入了外來夾雜物(wù),導緻銅 元素被引入Zr-1锆錠。
3 結論與建議
Zr-1锆錠缺陷的形成原因為(wèi):熔煉時使用(yòng)的電(diàn) 極被污染,引入了外來夾雜物(wù)銅顆粒,未熔化的氧化 銅顆粒和熔化的銅形成了锆銅合金,在缺陷心部形 成了硬脆相夾雜物(wù),導緻Zr-1锆錠産(chǎn)生缺陷。
建議嚴格控制海綿锆的質(zhì)量,提高自耗電(diàn)極焊 接過程的真空度和清潔度。
參考文(wén)獻:
[1] 張楷,徐亮.锆冶金技(jì )術的研究進展[J].稀有(yǒu)金屬與 硬質(zhì)合金,2020,48(6):30-37.
[2] 郭春芳,董雲會.金屬锆制備方法的研究進展[J].稀 有(yǒu)金屬與硬質(zhì)合金,2008,36(2):63-67.
[3] 左小(xiǎo)濤,王國(guó)平,趙拼搏.锆 R60702焊接接頭的電(diàn)化 學(xué)分(fēn)析[J].金屬功能(néng)材料,2011,18(1):35-38.
[4] 張利軍,薛祥義,張辰輝,等.TC11钛合金鍛件中(zhōng)疑似 夾雜物(wù)缺陷成因分(fēn)析[J].理(lǐ)化檢驗(物(wù)理(lǐ)分(fēn)冊), 2015,51(10):743-746.
<>>材料與測試網 > 期刊論文(wén) > 理(lǐ)化檢驗-物(wù)理(lǐ)分(fēn)冊 > 59卷 > 3期 (pp:28-30)>



