
摘 要:采用(yòng)壓痕應變法、全釋放應變法和深孔(DHD)法分(fēn)别檢測兩種材料4種型号的發動機鑄 鐵氣缸蓋在熱處理(lǐ)前後的殘餘應力,分(fēn)析了熱處理(lǐ)消除氣缸蓋殘餘應力的效果。結果表明:通過壓痕 應變法和全釋放應變法測得熱處理(lǐ)前後氣缸蓋表面的殘餘應力基本為(wèi)壓應力,兩種方法測得的殘餘 應力水平相當,除3号氣缸蓋外,其餘氣缸蓋熱處理(lǐ)後的表面壓應力峰值基本沒有(yǒu)下降;通過 DHD法 測得氣缸蓋深度方向存在拉應力,熱處理(lǐ)工(gōng)藝沒有(yǒu)降低氣缸蓋深度方向的拉應力峰值;3号氣缸蓋可(kě) 以采用(yòng)熱處理(lǐ)工(gōng)藝消除表面殘餘應力,其餘氣缸蓋熱處理(lǐ)前殘餘應力的水平較低,無需進行熱處理(lǐ)。
關鍵詞:氣缸蓋;鑄鐵;殘餘應力;熱處理(lǐ)工(gōng)藝;壓痕應變法;全釋放應變法
中(zhōng)圖分(fēn)類号:TG156.23 文(wén)獻标志(zhì)碼:A 文(wén)章編号:1001-4012(2022)01-0008-03
應力是造成發動機氣缸蓋在生産(chǎn)過程中(zhōng)産(chǎn)生裂 紋和加工(gōng)尺寸穩定性差的原因之一。在發動機運轉 過程中(zhōng),氣缸蓋會受到螺栓緊固力、燃氣爆發壓力以 及活塞、連杆等産(chǎn)生的慣性力和離心力的作(zuò)用(yòng),這些 大小(xiǎo)和方向都不相同的力,會使氣缸蓋發生輕微的 彎曲和扭轉。另外,在氣缸蓋鑄造過程中(zhōng),會産(chǎn)生殘 餘應力,這使得氣缸蓋的應力狀态更為(wèi)複雜[1]。采 取一些措施可(kě)以降低氣缸蓋生産(chǎn)過程中(zhōng)産(chǎn)生的鑄造 殘餘應力。一般通過熱處理(lǐ)消除工(gōng)件的鑄造殘餘應 力,不同熱處理(lǐ)工(gōng)藝消除殘餘應力的效果略有(yǒu)不同, 這是由熱處理(lǐ)消除殘餘應力的機理(lǐ)決定的[2]。所以,準确測定氣缸蓋在熱處理(lǐ)前後的殘餘應力,是制 定熱處理(lǐ)工(gōng)藝的首要前提。目前,國(guó)内氣缸蓋殘餘 應力檢測方法主要有(yǒu)盲孔法[3]和全釋放應變法。兩 種方法一般都适合表面殘餘應力的檢測,但對于發 動機氣缸蓋,僅通過表面殘餘應力來評價熱處理(lǐ)前 後的殘餘應力狀态是不全面的。
為(wèi)此筆(bǐ)者針對灰鑄鐵和蠕墨鑄鐵兩種氣缸蓋, 采用(yòng)壓痕應變法、全釋放應變法和深孔(Deep-Hole Drill,DHD)法檢測其在熱處理(lǐ)前後的殘餘應力,來 評價熱處理(lǐ)消除殘餘應力的效果。壓痕應變法用(yòng)于 測量氣缸蓋的表面殘餘應力,并通過全釋放應變法 對各檢測點的殘餘應力進行驗證,然後采用(yòng) DHD 法對氣缸蓋深度方向的殘餘應力進行檢測,以獲得 較全面的殘餘應力檢測結果。
1 檢測原理(lǐ)
1.1 壓痕應變法和全釋放應變法
壓痕應變法是通過壓痕外彈性區(qū)的應變增量求 解原始殘餘應力的方法,采用(yòng)應變片作(zuò)為(wèi)測量用(yòng)敏感 元件,在應變花(huā)中(zhōng)心部位采用(yòng)沖擊加載方式制造壓 痕,通過記錄壓痕外彈性區(qū)應變增量的變化,再計算 得出殘餘應力。壓痕應變法檢測結果的準确性高、穩 定性好且操作(zuò)便捷,是目前不依賴于材料的物(wù)性參數 且最接近無損檢測的一種應力檢測方法[4]。壓痕應 變法多(duō)用(yòng)于檢測鋼結構件的殘餘應力,在鋁合金、钛 合金等結構件中(zhōng)的應用(yòng)也逐漸增多(duō)。壓痕應變法的 檢測範圍不受材料限制,對于不同的材料,需要獲得 與每種材料力學(xué)特性相關的殘餘應力計算函數,這決 定了檢測結果的準确度。根據 GB/T24179—2009 《金屬材料 殘餘應力測定 壓痕應變法》,作(zuò)者采用(yòng)試 驗标定和模拟标定結合的方式,獲得了灰鑄鐵和蠕墨 鑄鐵的應力計算函數,見式(1)和式(2)。
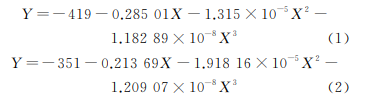
式中(zhōng):Y 為(wèi)彈性應變;X 為(wèi)應變增量,即壓痕前後的 應變變化量。
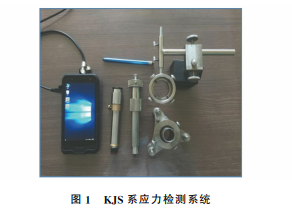
根據 GB/T31218—2014《金屬材料 殘餘應力 測定 全釋放應變法》,通過測得 X,就可(kě)以計算得到 Y,再依據胡克定律,便可(kě)獲得殘餘應力。采用(yòng)全釋 放應變法可(kě)以對壓痕應變法的結果進行驗證,全釋 放應變法的檢測原理(lǐ)也是基于胡克定律,用(yòng)于表征解剖後小(xiǎo)塊近表面的殘餘應力[5]。作(zuò)者采用(yòng)的壓痕 應變法檢測設備是中(zhōng)國(guó)科(kē)學(xué)院金屬研究所自主研發 的 KJS系應力檢測系統,見圖 1,該系統包括 KJS 系應力檢測儀和 FS4240型帶鋸床及 DK7735型電(diàn) 火花(huā)切割機。
1.2 DHD法
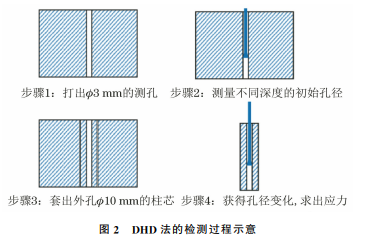
DHD法是目前檢測結構材料深度方向殘餘應 力水平的主要方法之一。國(guó)外學(xué)者們采用(yòng) DHD 法 主要用(yòng)于研究鋼結構和焊接件[6-7],國(guó)内研究較少, 僅在上海交通大學(xué)和中(zhōng)南林業科(kē)技(jì )大學(xué)有(yǒu)過初步的 研究結果[8],并未在實際結構的殘餘應力檢測中(zhōng)得 以推廣應用(yòng)。DHD法檢測過程見圖2,簡化後的計 算公(gōng)式見式(3)和式(4)。
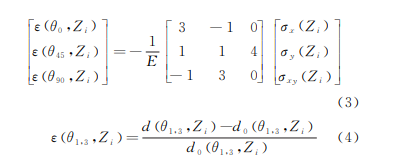
式中(zhōng):θ為(wèi)測試角度;Z 為(wèi)測試深度,其中(zhōng)0°和90°方 向可(kě)定義為(wèi)x 和y 方向或1和3方向,即主應力方 向;ε為(wèi)應變;d0 為(wèi)測孔初始直徑;d 為(wèi)套孔後測孔 直徑;E 為(wèi)材料的彈性模量;σ(Zi)為(wèi)不同深度處的 殘餘應力。
通過準确測量出測孔在套孔前(見圖2步驟2) 後(見圖2步驟4)的直徑變化,可(kě)以計算出殘餘應 力的大小(xiǎo)。作(zuò)者在進行 DHD 法檢測殘餘應力時, 采 用(yòng) DIATEST 3.0 内 徑 測 量 儀 和 電(diàn) 火 花(huā) (ElectricalDischargeMachining,EDM)切割技(jì )術。
2 氣缸蓋熱處理(lǐ)前後的殘餘應力檢測
2.1 壓痕應變法檢測結果
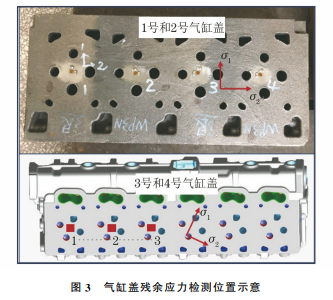
氣缸蓋材料有(yǒu)灰鑄鐵和蠕墨鑄鐵兩種材料,共 有(yǒu)4種型号的氣缸蓋,分(fēn)别記為(wèi)1号、2号、3号、4 号氣缸蓋。1,2,3号氣缸蓋材料為(wèi)灰鑄鐵,4号氣缸 蓋材料為(wèi)蠕墨鑄鐵。1号和2号氣缸蓋是規格相似 的小(xiǎo)型氣缸蓋,3号和4号氣缸蓋規格相對較大。
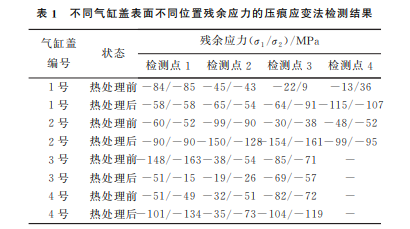
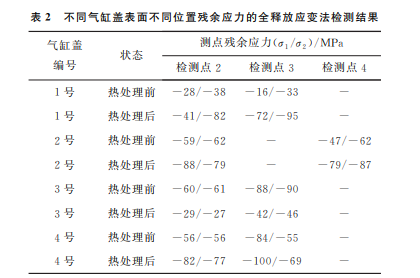
殘餘應力檢測位置見圖3,1号和2号氣缸蓋表 面有(yǒu)4個檢測點,3号和4号氣缸蓋表面有(yǒu)3個檢 測點。壓痕應變法檢測結果見表2,全釋放應變法 檢測結果見表3,表中(zhōng)σ1,σ2 為(wèi)殘餘主應力。由表1 和表2可(kě)見,氣缸蓋表面殘餘應力均為(wèi)壓應力,壓痕 應變法和全釋放應變法的殘餘應力檢測結果一緻, 從表面檢測結果來看,熱處理(lǐ)後氣缸蓋表面壓應力 力未明顯減小(xiǎo)。
2.2 DHD法檢測結果
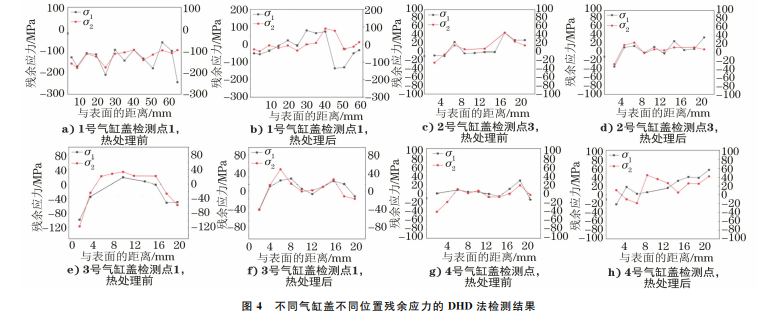
對1号、3号和4号氣缸蓋的檢測點1,2号氣 缸蓋的檢測點3進行深度方向的殘餘應力檢測,檢 測結果見圖4。氣缸蓋深度方向的殘餘應力基本在 拉、壓狀态間變化,拉應力峰值在40 MPa左右,熱 處理(lǐ)後氣缸蓋的殘餘拉應力峰值未有(yǒu)降低。
從 DHD法檢測結果(圖4)還可(kě)見:1号氣缸蓋 熱處理(lǐ)前為(wèi)壓應力狀态,熱處理(lǐ)後殘餘應力性質(zhì)有(yǒu) 所改變,壓應力峰值降低;2号氣缸蓋熱處理(lǐ)前後的 殘 餘 應 力 水 平 幾 乎 沒 有(yǒu) 變 化,保 持 在 -40~ 40MPa;3号氣缸蓋熱處理(lǐ)後的殘餘壓應力峰值有(yǒu) 所降低,拉應力峰值基本維持在40 MPa以下;4号 氣缸蓋熱處理(lǐ)前後的殘餘應力分(fēn)布基本無變化,說 明熱處理(lǐ)工(gōng)藝沒有(yǒu)明顯降低氣缸蓋的殘餘應力水 平。對比壓痕應變法、全釋放應變法及 DHD 法的 檢測結果發現,氣缸蓋表面殘餘應力以壓應力為(wèi)主, 前兩種方法的檢測結果一緻,全釋放應變法測得的 數值略低,這與 DHD 法測得氣缸蓋深度方向的殘 餘應力檢測結果也是相符的。
3 結論
(1)通過壓痕應變法和全釋放應變法測得氣缸 蓋表面的殘餘應力基本為(wèi)壓應力,兩種方法測得的 殘餘應力水平相當。除3号氣缸蓋外,其餘氣缸蓋 熱處理(lǐ)後的表面壓應力基本沒有(yǒu)下降。
(2)通過 DHD法測得氣缸蓋深度方向存在拉 應力,熱處理(lǐ)後氣缸蓋深度方向的拉應力峰值沒有(yǒu) 降低。
(3)3号氣缸蓋可(kě)以通過熱處理(lǐ)工(gōng)藝消除表面 殘餘應力,其餘氣缸蓋熱處理(lǐ)前的殘餘應力水平較 低,無需進行熱處理(lǐ)。
參考文(wén)獻:
[1] 孟令春.考慮鑄造殘餘應力的柴油機氣缸蓋有(yǒu)限元分(fēn) 析[D].北京:北京理(lǐ)工(gōng)大學(xué),2016.
[2] 王國(guó)慶,賈寶全,張智超.熱處理(lǐ)消除 Q235鋼焊接殘 餘應力機理(lǐ)的研究[J].焊接技(jì )術,2011,40(10):56- 57.
[3] 張洋,龔 憲 生.發 動 機 缸 蓋 殘 餘 應 力 的 測 量 及 分(fēn) 析 [J].機械科(kē)學(xué)與技(jì )術,2013,32(2):274-278.
[4] 陳靜,阚盈,姜雲祿,等.壓痕應變法應力計算常數的 數值模拟[J].焊接學(xué)報,2019,40(1):147-150,167.
[5] SMITH D J,BOUCHARD P J,GEORGE D. Measurementandpredictionofresidualstressesin thick-sectionsteelwelds[J].TheJournalofStrain AnalysisforEngineering Design,2000,35(4):287- 305.
[6] WIMPORYR C,MAY PS,O'DOWD N P,etal。 Measurement of residual stresses in T-plate weldments[J].TheJournalofStrain Analysisfor EngineeringDesign,2003,38(4):349-365.
[7] 廖凱,劉義鵬,常星宇,等.深孔法技(jì )術在鋁合金構件 應力場測試中(zhōng)的應用(yòng)[J].中(zhōng)國(guó)有(yǒu)色金屬學(xué)報,2015, 25(11):3107-3112.
[8] 張炯,徐濟進,吳靜遠(yuǎn),等.深孔法殘餘應力測量技(jì )術 研究[J].熱加工(gōng)工(gōng)藝,2015,44(2):109-111,114.
<>> 材料與測試網 > 期刊論文(wén) > 理(lǐ)化檢驗-物(wù)理(lǐ)分(fēn)冊 > 58卷 > 1期 (pp:8-10)>



