
摘 要:通過布氏硬度試驗,研究了測量标尺對不同焊接工(gōng)藝Inconel625鎳基合金管接頭焊縫 壓痕形貌和布氏硬度的影響。結果表明:在不同測量标尺條件下,堆焊鎳基合金管接頭焊縫的布氏 硬度壓痕邊緣較為(wèi)光滑平順;在 HBW5/750和 HBW2.5/187.5測量标尺條件下,手把焊和氩弧焊 鎳基合金管接頭焊縫的布氏硬度壓痕形狀趨向于圓形;在同一載荷與壓頭直徑平方的比值條件下, 采用(yòng)不同測量标尺測得的布氏硬度基本相同;對于堆焊鎳基合金管接頭,建議采用(yòng) HBW 10/300 測量标尺;對于手把焊和氩弧焊鎳基合金管接頭,建議采用(yòng) HBW5/750測量标尺。
關鍵詞:鎳基合金;焊縫;布氏硬度;測量标尺
中(zhōng)圖分(fēn)類号:TG115 文(wén)獻标志(zhì)碼:A 文(wén)章編号:1001-4012(2022)01-0005-03
硬度是指材料局部抵抗硬物(wù)壓入其表面的能(néng) 力,是衡量材料軟硬程度的一項性能(néng)指标。硬度在 一定程度上反映了金屬材料的強度、韌性和彈性等 一系列力學(xué)性能(néng)[1],在石油與化工(gōng)行業中(zhōng)是一項最 常見的金屬材料性能(néng)檢測指标。常見的金屬材料硬 度試驗方法主要有(yǒu)布氏硬度試驗、維氏硬度試驗和 洛氏硬度試驗[2]。
布氏硬度采用(yòng)一定直徑D 的硬質(zhì)合金球,在規定 的試驗力P 作(zuò)用(yòng)下壓入試件表面,保載一段時間,卸載 試驗力後,試件表面留下壓痕,以壓痕單位表面積上所 承受的平均壓力作(zuò)為(wèi)布氏硬度測試值。由于布氏硬度 試驗采用(yòng)的球體(tǐ)壓頭直徑較大,所得壓痕面積較大,因 而硬度測試值受試樣組織顯微偏析及成分(fēn)不均勻的影 響輕微,具(jù)有(yǒu)試驗數據穩定、測量精(jīng)度高和重複性好等 特點,在石油與化工(gōng)行業得到廣泛運用(yòng)[2-5]。
筆(bǐ)者在對不同焊接工(gōng)藝Inconel625鎳基合金 管接頭焊縫進行布氏硬度試驗時,依據 GB/T231.1 -2018《金屬材料 布氏硬度試驗 第1部分(fēn):試驗方 法》标準推薦的試驗力與壓頭直徑平方的比值和盡 可(kě) 能(néng) 選 取 大 直 徑 壓 頭 兩 個 原 則, 選 用(yòng) HBW10/3000(10 表示鋼球壓頭的直徑 10 mm, 3000表示試驗力3000kg)的測量标尺進行試驗, 發現壓痕形貌呈現不規則橢圓形,壓痕邊界凹凸不 平,未受壓區(qū)域金屬表面呈現擠壓隆起現象,這嚴重 影響了檢測結果的準确性。針對上述問題,筆(bǐ)者通 過不同測量标尺條件下的硬度試驗,對比分(fēn)析了測 量标尺對鎳基合金管接頭焊縫布氏硬度測量值的影 響,确定了适用(yòng)于不同焊接工(gōng)藝Inconel625鎳基合 金管接頭焊縫的布氏硬度測量标尺。
1 試驗
1.1 試驗材料和試驗設備
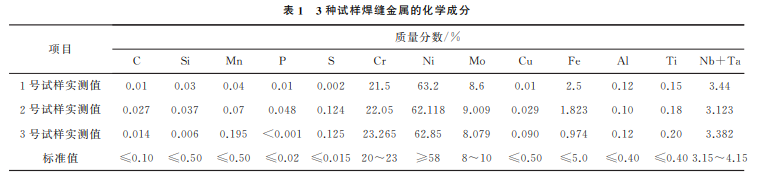
試驗材料為(wèi)Inconel625鎳基合金,對采用(yòng)氩弧 焊打底、手工(gōng)電(diàn)弧焊填充接焊制得的鎳基合金管焊接接頭(手把焊)記為(wèi)1号試樣,對采用(yòng)氩弧焊制得 的鎳基合金管焊接接頭(氩弧焊)記為(wèi)2号試樣,對 采用(yòng)氩弧焊堆焊工(gōng)藝制得的大管徑碳鋼+鎳基合金 複合管焊接接頭(堆焊)記為(wèi)3号試樣。由表1可(kě) 見,不 同 試 樣 焊 縫 金 屬 的 化 學(xué) 成 分(fēn) 符 合 AWS A5.14/A5.14M -2018 Specificationfor Nickel and Nickel-alloy Bare Welding Electrodesand Rods标準對Inconel625鎳基合金的技(jì )術要求。試 驗設備為(wèi)JWH-3000DH 型數顯布氏硬度計,具(jù)備 電(diàn)子自動加載和自動測量等功能(néng)。由于自動測量方 式存在不規則壓痕形貌無法識别的情況,硬度測量 方式采用(yòng)人工(gōng)測量。
1.2 試驗方法
依據 GB/T231.1-2018,選用(yòng)标準推薦的試驗力 與壓頭直徑平方的比值30,對應的布氏硬度測量标尺 有(yǒu) HBW10/3000、HBW5/750和 HBW2.5/187.5。在 1号、2号和3号試樣上分(fēn)别進行布氏硬度試驗,每個 試樣進行十次布氏硬度試驗,從四個不同方位測量壓 痕直徑,保載時間為(wèi)15s,試驗溫度為(wèi)22℃。
2 試驗結果與讨論
2.1 布氏硬度壓痕形貌
由圖1可(kě)見:在 HBW10/3000測量标尺條件 下,1号試樣和2号試樣焊縫區(qū)域的表面壓痕形貌均 呈現不規則橢圓形;随着鋼球壓頭直徑的減小(xiǎo),1号 試樣和2号試樣焊縫區(qū)域的表面壓痕形狀逐漸趨于 圓形;在不同測量标尺條件下,3号試樣焊縫區(qū)域表 面壓痕均呈現規則的圓形,壓痕邊緣較為(wèi)光滑、平順。
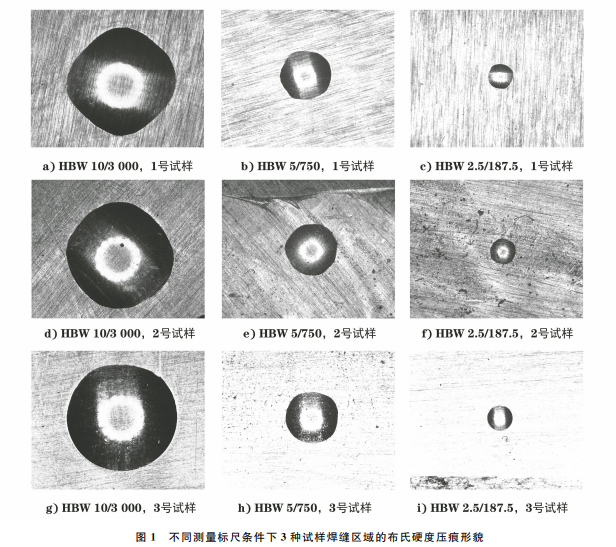
鎳基合金硬度高,其局部抵抗變形的能(néng)力強。 硬度反映的是材料内部晶粒和晶界等組織在壓入載 荷時表現出的抵抗破斷和變形的能(néng)力[6],由于焊縫 區(qū)域的顯微組織存在不均勻性,壓痕邊緣的組織抵 抗變形的能(néng)力各不相同。
2.2 布氏硬度測試結果
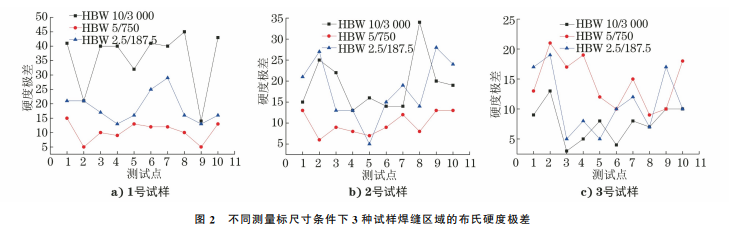
3種試樣焊縫區(qū)域的硬度極差如圖2所示。由 圖2a)可(kě)見,在 HBW 5/750測量标尺條件下,測得 試樣焊縫區(qū)域的硬度極差均小(xiǎo)于其他(tā)測量标尺條件 下的,表明在該測量标尺條件下,測得1号和2号試 樣焊縫 區(qū) 域 的 硬 度 較 為(wèi) 均 勻。由 圖 2c)可(kě) 見,在 HBW10/3000測量标尺條件下,測得試樣焊縫區(qū) 域的硬度極差略小(xiǎo)于其他(tā)測量标尺條件下的,表明 在該測量标尺條件下,測得3号試樣焊縫區(qū)域的硬 度較為(wèi)均勻。
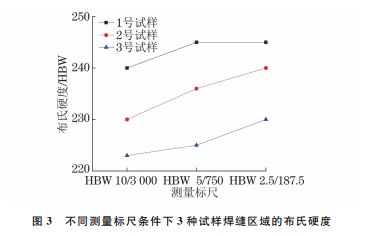
由圖3可(kě)見:1号試樣焊縫區(qū)域的布氏硬度最 大,2号試樣的次之,3号試樣的最小(xiǎo);不同測量标尺 條件下,測得同一試樣焊縫區(qū)域的布氏硬度差值基 本在10以内,表明相同載荷與壓頭直徑平方的比值 k 對應不同測量标尺條件下測得的布氏硬度基本相 同。根據布氏硬度的相似定律,在保證壓入角不變 (即k 值保持不變)的情況下,不同測量标尺條件下 測得的布氏硬度相同,且具(jù)有(yǒu)可(kě)比性[7]。結合圖1 可(kě)見,在相同測量标尺條件下,試樣焊縫區(qū)域的硬度 越大,壓痕形狀的不規則性越明顯。
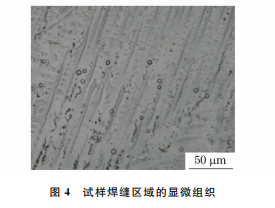
鎳基合金的硬度與析出相種類、形态及分(fēn)布有(yǒu) 關[8],3種試樣焊縫區(qū)域的顯微組織主要為(wèi)奧氏體(tǐ), 均呈現枝晶形态,且枝晶生長(cháng)方向一緻,在晶界上析 出大量的γ″沉澱強化相,如圖4所示。鎳基合金的 金屬流動性差,過高的熱輸入會導緻熔池的冷卻速 率減慢,高溫停留時間過長(cháng)會使晶粒粗化[9-10]。1号 試樣焊接工(gōng)藝的熱輸入為(wèi)0.9~1.0kJ/mm,2号和 3号試樣焊接工(gōng)藝的熱輸入均為(wèi)1.4~1.6kJ/mm。 2号和3号試樣焊接工(gōng)藝相同,由于2号試樣母材 金 屬 的 熱 導 率 大, 焊 接 過 程 中(zhōng) 能(néng) 有(yǒu) 效 傳 遞熱量,其高溫停留時間比3号試樣的短。根據熱輸入和高溫停留時間不同,3種試樣焊縫區(qū)域的 晶粒尺 寸 從 大 到 小(xiǎo) 依 次 為(wèi) 3 号 試 樣、2 号 試 樣、 1号試樣,奧 氏 體(tǐ) 組 織 晶 粒 尺 寸 越 大,布 氏 硬 度 越小(xiǎo)。
3 結論
(1)在不同測量标尺條件下,堆焊工(gōng)藝鎳基合 金管焊縫區(qū)域的布氏硬度壓痕邊緣較為(wèi)光滑平順。 在 HBW5/750 和 HBW 2.5/187.5 測量标尺條件 下,采用(yòng)手把焊和氩弧焊工(gōng)藝鎳基合金管焊縫區(qū)域 的布氏硬度壓痕形狀趨向于圓形。同一載荷與壓頭 直徑平方的比值k 條件下,采用(yòng)不同測量标尺測得 的布氏硬度基本相同。
(2)對于堆焊工(gōng)藝鎳基合金管接頭,建議采用(yòng) HBW10/300測量标尺。對于手把焊和氩弧焊工(gōng) 藝鎳基 合 金 管 接 頭,建 議 采 用(yòng) HBW 5/750 測 量 标尺。
參考文(wén)獻:
[1] 黃書澤,丁彪,鄒鳳平,等.試驗載荷對維氏硬度測試 誤差的影響[J].理(lǐ)化檢驗(物(wù)理(lǐ)分(fēn)冊),2014,50(2): 127-130.
[2] 張庶鑫,李亮,吉楠,等.布氏硬度試驗标準 GB/T231 與 ASTM E10的差異分(fēn)析及其在石油裝(zhuāng)備行業中(zhōng)的 應用(yòng)[J].理(lǐ) 化 檢 驗 (物(wù) 理(lǐ) 分(fēn) 冊),2015,51(10):717- 720.
[3] 王玉峰.布氏 硬 度 的 誤 差 分(fēn) 析 [J].天 津 冶 金,2016 (2):59-60,64.
[4] 楊竹君,趙洪剛.布氏硬度測量方法改進研究[J].熱 加工(gōng)工(gōng)藝,2011,40(20):191-193.
[5] 畢文(wén)婕,王坤朋,曹福民(mín),等.布氏硬度試驗誤差來源 分(fēn)析及控 制 方 法 [J].中(zhōng) 國(guó) 設 備 工(gōng) 程,2020(9):140- 142.
[6] 白新(xīn)房,張小(xiǎo)明,陳紹楷.試驗力選擇對維氏硬度值的 影響[J].理(lǐ) 化 檢 驗 (物(wù) 理(lǐ) 分(fēn) 冊),2007,43(11):560- 562.
[7] 吳益文(wén),王貝發,汪律.布氏硬度不同測量标尺間關系 探究[J].物(wù)理(lǐ)測試,2008,26(5):24-26,29.
[8] 高钰璧,丁雨田,孟斌,等.Inconel625合金中(zhōng)析出相 演變研究進展[J].材料工(gōng)程,2020,48(5):13-22.
[9] 秦建,王麗,黑鵬輝,等.Inconel625堆焊接頭組織與 性能(néng)分(fēn)析[J].機械制造文(wén)摘(焊接分(fēn)冊),2015(1): 16-19.
[10] 韓文(wén)興.鎳基合金(Inconel625)的脈沖焊接工(gōng)藝與焊 縫微觀 組 織 的 研 究 [D].石 家 莊:河 北 科(kē) 技(jì ) 大 學(xué), 2013.
<>> 材料與測試網 > 期刊論文(wén) > 理(lǐ)化檢驗-物(wù)理(lǐ)分(fēn)冊 > 58卷 > 1期 (pp:5-7)>



